Getreide für die Ferkelfütterung veredelnDr. Heinrich Kleine KlausingMit dem Absetzen von der Sau stellt sich für die Ferkel eine einschneidende Änderung in der Nahrungszusammensetzung ein: von der "flüssigen Ernährung" mit Sauenmilch, gekennzeichnet durch hochverdauliches Protein, Fett und Laktose, hin zu einer Nahrung, die sich vor allem aus Getreidestärke und pflanzlichem Protein zusammensetzt. Gleichzeitig ändert sich auch die Aktivität der verschiedenen Verdauungsenzyme, allen voran die Aktivität der für die Stärkeverdauung wichtigen Amylase. Die Abbildung 1 zeigt dazu die Ergebnisse einer Untersuchung von MAKKINK (1993) in der Übersicht. Im Vergleich zum Absetzzeitpunkt verringerte sich die Aktivität von Amylase, Chymotrypsin und Lipase auf nur ein Viertel bis ein Fünftel. In der zweiten Woche nach dem Absetzen war die Konzentration an Lipase nach wie vor niedrig, die Aktivität des Chymotrypsin und der Amylase erst wieder auf 70 bzw. 74 % der Aktivität zum Absetzen angestiegen. Diese Situation muss bei der Zusammensetzung des Ferkelfutters und der Auswahl der Rohstoffe beachtet werden.
Getreide stellt in dieser Phase heute wie gestern die wichtigste Energiequelle dar. Damit die Stärke bei der deutlich begrenzten Amylaseaktivität zum weit überwiegenden Teil im Dünndarm enzymatisch verdaut werden kann, hat sich ein "Aufschluss" der Stärke in einem Teil des im Futter verwendeten Getreides seit Jahren bewährt. Neben einem damit verbundenen "Leistungseffekt" über eine bessere Verdaulichkeit und gesteigerte Futteraufnahme ist insbesondere die Vermeidung einer übermäßig großen Anflutung unverdauter Stärke im Dickdarm bedeutend. Denn damit wird potentiellen Schadkeimen wie E. coli eine wichtige Nahrungsbasis entzogen und somit "Durchfallsicherheit" erreicht. Dies ist heute wichtiger denn je, da auf der einen Seite verschiedene antibiotisch arbeitende Futterzusätze nicht mehr zur Verfügung stehen bzw. gesellschaftlich nicht mehr akzeptiert werden. Auf der anderen Seite ist auch die Anwendung darmstabilisierender Arzneimittel über den bestandsbetreuenden Tierarzt sehr stark reglementiert. Jede Fütterungsmaßnahme, die einen Beitrag zur natürlichen Gesunderhaltung des Magen-Darm-Traktes leistet, ist daher gezielt zu prüfen und zu nutzen.
Technologien zum "Stärkeaufschluss"
Die Prozesswärme wird auf eine oder mehrere der drei folgenden Wege in das Produkt eingebracht:
Eine entscheidende Weiterentwicklung der bekannten Extrusionstechnologie ist die von der deuka Deutsche Tiernahrung entwickelte opticon®-Verfahrenstechnik (Abbildung 2). Dabei wird eine gezielte intensive Stoffwandlung analog dem vorstehend beschriebenen "feuchten" Extrusionsprozess erzielt. Aufgrund der erfindungsgemäßen Konzeption der Anlage ist aber eine energieaufwendige Trocknung des behandelten Materials nicht notwendig, es schließt sich an den Behandlungsprozess lediglich ein herkömmlicher Kühler an.
Diese neuentwickelte Technik wird zur Verbesserung des Ernährungswertes verschiedener Komponenten für Nutz- und Heimtiere eingesetzt. So wird die Anlage u.a. zum eingangs angesprochenen weitgehenden Aufschluss der Stärke in verschiedenen Getreidearten genutzt. Weiterer praktischer Anwendungsbereich ist die deutliche Verringerung der Abbaubarkeit des Proteins einer Mischung aus Soja- und Rapsextraktionsschrot im Pansen von Milchkühen ("pansengeschütztes Protein"). Auch zur Inaktivierung der Urease in rohen Sojabohnen kommt die opticon®-Verfahrenstechnik zum Einsatz und ist damit ein vollständiger, hochwertiger Ersatz des bisher üblichen Toastungsprozesses.
Stärke und "Stärkeaufschlussgrad" - Chemie und Methodik
Getreide enthält je nach Art zwischen 40 bis 60 % Stärke. Rein chemisch kann Stärke in Amylose und Amylopektin aufgeteilt werden. Die Amylose (ca. 20 bis 30 % der Getreidestärke) besteht aus 1,4-α-glycosidisch verbundenen Glucosemolekülen, die in dieser Bindung schraubenförmig gewundene lange Ketten darstellen. Amylopektin (ca. 70 bis 80 % der Stärke) ist ein verzweigtes Polysaccharid, in dem zwischen 2.000 und 200.000 Glucosemoleküle 1,4- und 1,6-α-glycosidisch verbunden sind. Die 1,6-Bindung erzeugt Seitenketten und damit die komplexe Verzweigung des Moleküls. Das Verhältnis von Amylose zu Amylopektin, die Kettenlänge und der Verzweigungsgrad der Glucoseketten beeinflussen deutlich die technischen Eigenschaften der verschiedenen Getreidearten und deren Stärkeverdaulichkeit.
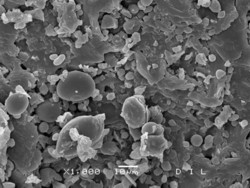
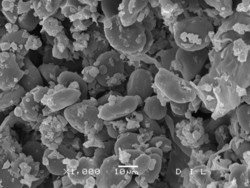
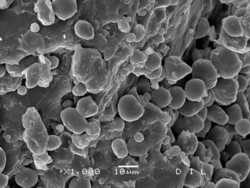
Im Mehlkörper des Getreidekorns liegt die Stärke in Form einzelner Granula mit einer Größe zwischen 2 und 200 µm vor. Diese Stärkegranula sind unter dem Raster-Elektronenmikroskop (1000-fache Vergrößerung) sehr gut zu erkennen. Die Abbildung 3 zeigt eine Aufnahme von unbehandeltem Weizen, Abbildung 5 von unbehandelter Gerste und Abbildung 7 von unbehandeltem Mais.
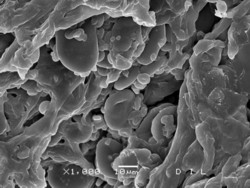
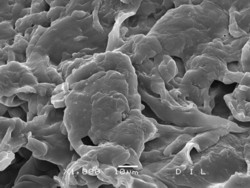
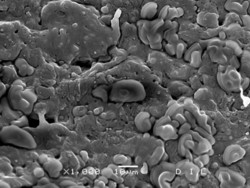
Die Stärkegranula werden im Innern durch Wasserstoffbrücken recht stabil zusammengehalten. Die verzweigten Molekülketten des Amylopektin können in diesen Granula gemeinsam mit den unverzweigten Amylosemolekülen semikristalline bis kristalline Bereiche bilden. Diese fest organisierte Struktur ist wasserunlöslich und in der nativen, unzerkleinerten Form gegenüber einem enzymatischen Abbau recht widerstandsfähig. Durch eine intensive mechano-hydrothermische Behandlung von Getreide (übliche Vermahlung und anschließende Extrusion mit der opticon®-Technik) werden diese Strukturen bis in den Molekularbereich modifiziert, die Stärke wird "aufgeschlossen" und beim jungen Ferkel mit deutlich begrenzter Amylaseaktivität im Dünndarm eine gesteigerte Stärkeverdaulichkeit erreicht. Die Haupteffekte entstehen dabei durch die deutliche Vergrößerung der Oberfläche und eine weitgehende Desintegration der semikristallinen bis kristallinen Bereiche bzw. des Amylopektin und der Amylose. Diese Strukturveränderungen sind unter dem Raster-Elektronenmikroskop sehr gut zu erkennen (Abbildungen 4,6 und 8). Die typischen Stärkegranula sind durch die Behandlung weitgehend zerstört und zum Großteil zu flachen, an zerlaufenen Kunststoff erinnernde Areale zusammengeschmolzen.
Der Grad der Stärkemodifizierung wird bekanntlich von der verwendeten Verfahrenstechnik und den dabei wirksamen physikalischen Parametern deutlich beeinflusst. Diese Modifizierung kann auch analytisch mittels der sogenannten "Amyloglucosidase-Methode (AMG-Methode)" (LUFA Nord-West (2003)) als "Stärkeaufschlussgrad" bestimmt werden. Bei dieser Methode wird das zu untersuchende Material nach verschiedenen Vorbereitungsschritten mit dem Enzym "Amyloglucosidase" versetzt. Dieses Enzym spaltet an Stärkemolekülen ausschließlich am Ende der Kette Glucose ab. Die abgespaltene Glucose wird nach einer Inkubationszeit von 15 min. gemessen, daraus der Gehalt an hydrolysierter Stärke errechnet und mit dem Rohstärkegehalt ins Verhältnis gesetzt.
Warum wird in dieser Methode mit dem Enzym "Amyloglucosidase" und nicht mit der auch im Verdauungstrakt des Ferkels vorhandenen α-Amylase gearbeitet? Die α-Amylase greift im Vergleich zur Amyloglucosidase in der Stärkemolekülkette an und erzeugt Molekülbruchstücke. JANSEN (1989) führt dazu aus, dass durch die technische Behandlung der Stärke ebenfalls solche Bruchstücke entstehen und daher ein Nachweisverfahren mit α-Amylase oder einem Gemisch aus α-Amylase und Amyloglucosidase nicht geeignet wäre. Behandlungs- und Enzymeffekte würden sich überlagern und die Aussagekraft der Ergebnisse wäre sehr eingeschränkt. Die AMG-Methode wird daher seit vielen Jahren als das geeignete Verfahren angesehen, den Aufschlussgrad der Stärke zu bestimmen.
Entscheidend für die ermittelten Werte und eine Vergleichbarkeit der Aufschlussgrade von Getreide verschiedener Behandlungsverfahren ist bei dieser Methode die Dauer der Inkubation mit dem Enzym "Amyloglucosidase" und die Temperaturverhältnisse, unter denen die Inkubation erfolgt. Die Bestimmung des Stärkeaufschlussgrades wird bei der hier beschriebenen Methode standardmäßig bei 15 Minuten Inkubationsdauer und 50 °C Temperatur durchgeführt. Diese Parameter werden grundsätzlich zu den Ergebnissen mitgeteilt. Darüber hinaus ist für eine Ergebnisinterpretation wichtig zu wissen, dass laut Auskunft der LUFA Nord-West (2003) die ermittelten Werte nur innerhalb der gleichen Getreideart direkt miteinander vergleichbar sind.
Ergebnisse "Stärkeaufschlussgrad" nach opticon®-Behandlung
Neben Weizen kann über die Verfahrenstechnik auch Gerste und Mais mechano-hydrothermisch aufgeschlossen werden. Entsprechende Untersuchungen haben für opticon®-behandelte Gerste ebenfalls einen Stärkeaufschlussgrad* von im Mittel gut 70 % ergeben. Eine Modifizierung der Stärke in Mais ist allerdings schwieriger als bei Weizen und Gerste. Hintergrund ist eine von MÜNZING (2003a) beobachtete Änderung im Ordnungszustand der Stärke während der Maistrocknung. Mais muss aufgrund der im Vergleich zu Weizen und Gerste deutlich höheren Feuchte bei der Ernte grundsätzlich intensiv getrocknet werden. Laut MÜNZING (2003b) assoziieren bei solchen intensiven thermischen Behandlungen einzelne Molekülketten, indem entweder amorphe Bereiche der Stärke allmählich in einen thermodynamisch stabileren Zustand übergehen oder indem durch eine weitere Aggregation die verdichteten Sequenzen der Stärkekristallite perfektioniert werden. Diese Veränderung bezeichnen die Getreidefachleute auch als "Temper- oder Annealing-Effekt". Die Stärke wird hierdurch thermisch, hydrothermisch, mechanisch und druckmechanisch, aber auch enzymatisch und mikrobiell weniger angreifbar. Hierin ist u.a. auch die Begründung zu finden, dass native Maisstärke beim jungen Monogastrier schlechter verdaulich ist als z.B. Weizenstärke bzw. beim Wiederkäuer eine höhere Stabilität im Pansen aufweist. Ergebnisse zum Stärkeaufschlussgrad* von opticon®-behandelten Mais (opticorn®) mit im Mittel 65 % sind ein weiterer Beleg für diesen Zusammenhang.
Zusammenfassung
Neben den bekannten mechano-hydrothermischen Techniken zum "Stärkeaufschluss" bei Getreide steht mit der im Hause deuka entwickelten opticon®-Technik ein neues Verfahren zur Verfügung, das eine entscheidende Weiterentwicklung der bekannten Extrusionstechnologie darstellt. Es wird in den behandelten Produkten ein hoher Stoffwandlungsgrad erreicht, ohne dass die veredelten Produkte nachträglich getrocknet werden müssen. Der erzielte Stärkeaufschlussgrad* in Weizen und Gerste (im Mittel über 70 %) bzw. Mais (im Mittel 65 %) belegt die Effektivität des Verfahrens.
* Stärkeaufschlussgrad (AMG-Methode): Inkubation 15 min. bei 50 °C Literaturverzeichnis
LUFA Nord-West (2003): Persönliche Mitteilungen Dr. Egert 28.08.2003
MAKKINK, C.A. (1993): Of pigs, dietary proteins, and pancreatic proteases
MÜNZING, K. (2003a): Persönliche Mitteilung 29.08.2003
MÜNZING, K. (2003b): Aktuelle Probleme bei der Qualitätssicherung der Weizenernte 2003
Oktober 2003
|